Working Principle and Parameters of Wet Extruder
Date: 01/18/2021 08:54:28 From: feed-pellet-plant.com Clicks:
The wet puffing machine adopts the wet puffing process, which is characterized in that the raw materials need to be tempered before entering the puffing cavity to increase the temperature and humidity of the material, and part of it starts to gelatinize and mature, and then enter the puffing cavity for puffing. This wet method The feeding device and cutting device of the extruder are all controlled by frequency conversion motor speed control, and are equipped with an external discharge mechanism.

Wet Extruder
Working Principle of Wet Extruder
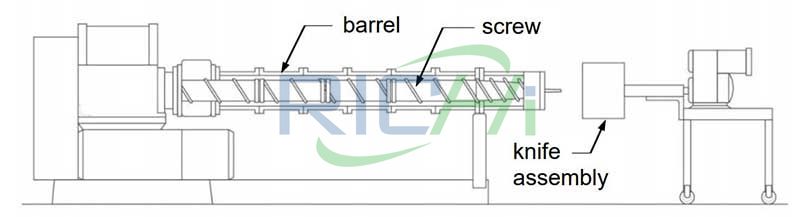
The material is fed into the conditioner through the speed-regulating feeder, and steam is passed into the conditioner for conditioning treatment. At the same time, a certain amount of water is added for humidification, so that the material is matured and gelatinized, and a certain amount of moisture is increased to 25 % ~30%, and then enter the puffing system through the three-way bucket. The puffing system is divided into three working stages, namely feeding section, conveying section and forming section. It is mainly composed of screw sleeve and screw. The main motor is decelerated by the belt and passed The transmission box drives the screw shaft to drive. The material first enters the feeding section of the puffing system, the material in the feeding section enters the conveying section, and then enters the forming section. Under the thrust of the screw, it performs strong extrusion and shearing. It is extruded from the extrusion die. Through the cutting system, the cutter cuts the extruded material into qualified particles. During the extrusion process of the expansion system, a certain pressure of steam should be passed between the interlayers of the screw sleeve. Or cold water can heat or cool the material to prevent the material from being burnt when the temperature is too low to meet the requirements of puffing or the temperature is too high. Generally speaking, the temperature of the puffed material before being ejected from the mold is about 130-160℃. The temperature of producing sinking feed is generally below 60°C before being released from the mold.
Working principle of wet extruder
1. Feeding section
The first part of the puffing system is the feeding section. Its function is to send the material away from the feeding port and compress it. Usually, the material is pre-conditioned in the conditioner to make it fill the spiral groove. Because the internal pressure is relatively low, and there is a long enough conveying time to ensure that the material and water are fully mixed.
2. Conveying section
The material is transported from this area. In most cases, the material to the puffing system has the physical characteristics of powder. During the conveying process, according to the rheological characteristics, the powder and water are mixed to form a dough-like object. "Shearing" plays an extremely important role in the puffing process. When the material is conveyed through the screw sleeve, it is subjected to shearing. And friction screw sleeve and screw, which will inevitably consume energy, generate frictional heat, and cause the temperature of the material to rise. In addition, the kneading (mixing) action in the conveying section and the forming section can ensure that the product is uniform and the shearing effect of the conveying section is higher than that of the forming section. Be gentler.
3. Forming section
From a physical point of view, a large amount of "work" is completed in the forming section. When conveying through this area, the temperature and pressure rise rapidly, and the shear force is greatly increased. Due to the spiral structure and the resistance of the die to the flow of the material, the material is subjected to The pressure is the largest in the final part of the forming section, that is, in front of the die. If all conditions are met, the final product extruded material has good structure, density, color, shape and characteristics.
4. Extrusion die
The compression mold is the last part of the expansion system. Its main purpose is to provide a resistance for the expansion system in most cases. The extrusion mold of many extruders is a flat plate with one or several holes on it. In the past, the number of holes is related to the output, quality and other requirements of the products produced by the extruder.
Technical Parameters of Wet Extruder
| DSP Wet Type Fish Feed Extruder Parameter | ||||||
| Model | Capacity(t/h) | Main motor power(kw) | Feeder power(kw) | Screw diameter(mm) | Cutter power(kw) | Conditioner power(kw) |
| DSP60-B | 0.18-0.2 | 15 | 0.4 | Φ60 | 0.4 | 0.75 |
| DSP70-B | 0.25-0.30 | 18.5 | 0.6 | Φ70 | 0.6 | 0.75 |
| DSP80-B | 0.35-0.40 | 22 | 1.1 | Φ80 | 0.8 | 1.1-1.5 |
| DSP90-B | 0.50-0.60 | 37 | 1.1 | Φ90 | 1.1 | 2.2 |
| DSP120-B | 0.70-0.80 | 55 | 1.1 | Φ120 | 1.5 | 2.2-3.0 |
| DSP135-B | 1.0-1.2 | 75 | 1.5 | Φ135 | 2.2 | 3.0-4.0 |
| DSP160-B | 1.8-2.0 | 90 | 2.2 | Φ155 | 2.2-3.0 | 4.0-5.5 |
| DSP200-B | 3.0-4.0 | 132 | 2.2 | Φ195 | 3.0-4.0 | 5.5 |
| DSP200-B | 3.0-4.0 | 132 | 2.2 | Φ195 | 3.0-4.0 | 5.5 |
Project Case of Wet Extruder
Uzbekistan 1-1.5T/H Fish Feed pellet production Line
- Name: aquatic feed pellet line
- Country: Uzbekistan
- Capacity: 1-1.5T/H
- Date: Aug 07th,2017
- Installation cycle: 20 Days
- Feed Pellet Size: fish feed size 1.0mm, 2.0mm
- Workshop size(L*W*H):7.5m*7m*7.7m
- Main Raw material:Corn, wheat,Soybean Meal, Fish Meal,and other grain.
- Main Machines List: 1.Feed Hammer Mill*22KW , 2.Feed Mixing Machine*1000kg/batch; 3. Wet Type Fish Feed Extruder DSP135-B: 1.0-1.2 t/h; 4. Baking Oven; 5. Spraying Equipment ; 6.Packing machine and other auxiliary equipment.
Puerto Rico 1200-1500KG/H Fish Pellet Feed Production Line
Uzbekistan 5T/H Sinking Fish Feed Pellet Line
The above is the article for you: Working Principle and Parameters of Wet Extruder. If you are interested in our products or project solutions, please contact us. We will give you the best product quality and the best price. Email: enquiry@pellet-richi.com
Related Product




Production Line Equipment



related News
- >The Feed Extruder Will Gelatinize the Feed During Its Work, Right?
- >Feed Extruder Improves the Production Efficiency and Quality of An
- >Quotation Of Floating Fish Feed Extruder
- >Difference Between Feed Extruder And Feed Pellet Machine
- >Structural characteristics, classification and working principle o
- >Effect of puffing parameters on feed starch gelatinization and pro
- >The Use Of Extruder
- >The market competitiveness of feed extruder
- >Characteristics and technical parameters of fish feed puffing mach
- >I Need An Extruder To Produce Fish Pellets
Here you can submit any questions and we will get back to you as soon as possible. We will not disclose the information you submit to anyone, please rest assured.
Copyright© 2022 Richi Machinery. All rights reserved. Site Map
 Product Center
Product Center Get Latest Price
Get Latest Price