Aquatic Feed Pellet Size Control Requirements and Particle Size Control Technology
Date: 01/04/2021 08:46:53 From: feed-pellet-plant.com Clicks:
1. The effect of particle size on digestibility
1.1 Particle size and digestibility
After the feed is eaten by aquatic animals, it is broken and mixed with the digestive juice under the action of mechanical forces such as tooth chewing and gastrointestinal movement. The digestive juice infiltrates and hydrolyzes the feed, turning the protein, starch, fat and other macromolecular nutrients into small molecules that can be absorbed and utilized. The finer the feed is crushed, the smaller the particle size, the larger the surface area, and the larger the contact surface with the digestive juice, the shorter the time required for the digestive juice to soak the feed. Shrimp and some fish have short digestive tracts. It is more necessary to increase the particle surface area to shorten the time required for feed digestion and improve feed digestibility.

Aquatic Feed Pellet Size Control Requirements and Particle Size Control Technology
1.2 The particle size standard of aquatic feed ingredients
Various aquatic animals and the same aquatic animals in different growth periods have different requirements for the crushing particle size of feed. The indicators proposed in my country's aquatic product industry standards before 2003 are shown in Table 1.
Table 1 Crushed particle size standard of aquatic feed ingredients
| Feed name | Probation | Test screen hole size/mm | The proportion of the sieve/% | Quoted from the standard |
| Carp feed | Fish species | 0.425 | ≤1 | |
| 0.250 | ≤10 | SC/T1026-2001 | ||
| Adult fish | 0.600 | ≤1 | ||
| 0.425 | ≤10 | |||
| Grass carp feed | fry | 0.250 | ≤15.0 | SC/T1026-2002 |
| Fish species | 0.355 | ≤10.0 | ||
| Food fish | 0.500 | ≤10.0 | ||
| Large yellow croaker feed | fry | 0.20 | ≤6.0 | SC/T1026-2002 |
| Fish species | 0.25 | ≤3.0 | ||
| Food fish | 0.25 | ≤5.0 | ||
| Red sea bream feed | Juvenile fish | 0.20 | ≤5.0 | SC/T1026-2001 |
| fry | 025 | ≤2.0 | ||
| Grow fish | 0.25 | ≤5.0 | ||
| Rainbow trout feed | fry | 0.15 | 0 | SC/T1030.7-1999 |
| Fish species | 0.30 | 0 | ||
| Growing fish | 0.45 | 0 | ||
| Chinese soft-shelled turtle feed | Juvenile turtle | 0.18 | ≤4 | SC/T1047-2001 |
| Juvenile turtle | 0.18 | ≤6 | ||
| Adult turtle | 0.18 | ≤8 | ||
| Prawn feed | Whole | 0.425 | ≤2 | SC/T2002-2002 |
| Breeding period | 0.250 | ≤5 | ||
| Frog feed | tadpole | 0.180 | ≤5.0 | SC/T1056-2002 |
| Frog | 0.180 | ≤5.0 | ||
| Young frog | 0.250 | ≤5.0 | ||
| Adult Frog | 0.250 | ≤5.0 | ||
| Paralich feed | Juvenile fish | 0.20 | ≤5.0 | SC/T2006-2001 |
| fry | 0.25 | ≤2.0 | ||
| Fish species | 0.25 | ≤5.0 |
In the formulation of the standards for the aquatic industry, the requirements of aquaculture for feed processing quality at that time were taken into consideration and the overall level of feed production was taken into account. With the change of breeding mode, the improvement of breeding level and feed production level, some standards will also be revised and improved.
2. The effect of particle size on product uniformity
2.1. Requirements of uniformity on particle size
Pfost analyzes from mathematical statistics theory that only when the number of particles of a component is more than 900 in each material, the detection accuracy of the component can be guaranteed. When the number of particles of a certain component in each feed is greater than or equal to 20, the nutritional deviation will not be too large. That is to say, the uniformity of the feed product is not only determined by the mixing equipment. If the number of particles of a certain component is insufficient, it is difficult to distribute the component evenly.

particle size
When the proportion of a certain component in the feed is determined, the average number of particles of this component in each feed depends on two factors: the weight of each feed and the particle size of the component.
Considering the animal's ability to utilize and regulate nutritional components, in the evaluation of feed uniformity, the daily feed intake of each individual animal is usually the weight of each feed. Due to different species and growth periods, the daily feed intake of aquatic animals varies greatly. The daily feed intake of adult herring and grass carp can reach more than 30g, while the daily feed intake of juvenile shrimp is only a few milligrams. If a certain component appears in adult herring feed and juvenile shrimp feed with the same particle size and ratio, the number of particles in each adult herring feed is thousands of times that of juvenile shrimp feed. It is not difficult for this component to be evenly distributed in adult herring feed, but it may not be evenly distributed in juvenile shrimp feed.
In the production and testing of aquatic feeds, the ability of powdered materials to pass through a certain inspection sieve is often used as the basis for measuring the thickness of powdered materials. If the powder particles are approximated as spheres, the size of the inspection sieve mesh indicates the diameter of the largest particle in the powder. For pulverized products, the average particle size of the powder is approximately equal to 1/3 of the largest particle diameter. According to the formula, the number of the inspection sieve that can pass after crushing, and the type of feed, the number of particles in a certain component can be calculated, and the possibility of the component being evenly distributed in the finished product can be judged. It is also possible to determine the crushing particle size of a certain component according to the number of particles required for uniform mixing.
2.2. Particle size requirements for special feed forms
Young fish and shrimp are small in size, and their daily feed intake is only a few milligrams or tens of milligrams. And every ration contains dozens of feed components. Only when the particle size of these components is small enough, they can be evenly eaten by young fish and shrimps.
The particle size of the microcapsule feed used for juvenile fish and prawns is extremely small. If each feed is required to ensure comprehensive nutrition, the feed ingredients must be crushed to be smaller. Table 2 lists the three components of the microencapsulated shrimp feed with a proportion of 1%, 0.5%, and 0.1% in each finished feed to reach the maximum allowable particle size of 20 raw materials.
Table 2 Maximum allowable particle size of microencapsulated shrimp feed ingredients (um)
| Adapt to the growth period | Microencapsulated feed | 1% component | 0.5% component | 0.1.% component |
| Flea stage | 100 | twenty four | 19 | 11 |
| Mysis stage | 200 | 43 | 38 | twenty two |
| Larval stage | 500 | 119 | 94 | 55 |
Solid pulverizers based on impact force rarely pulverize feed to a particle size of less than 50μm. According to the requirements of Table 4-1-6, a special method must be used to crush the raw materials of the microencapsulated feed. Colloid mills and other wet material crushing equipment used in food, pharmaceutical, chemical and other industries have become necessary tools for making microcapsule feed. However, it is still a technical difficulty in the processing of microcapsule feed to obtain pulverized materials with a particle size of less than 10 μm. Use soluble raw materials for certain components. After dissolution, it is mixed into other components in a molecular state to improve uniform distribution.
The standard sieve used for feed particle size detection, the sieve size is not less than 45μm. When the mesh size is less than 45μm, the screening process is extremely difficult to proceed normally. The particle size determination of microencapsulated feed materials should be carried out by microscopy, airflow classification, etc.
3. The effect of particle size on granulation quality
3.1. Granularity and tempering
The conditioning in aquatic feed processing is the hydrothermal treatment of raw materials. When steam comes into contact with feed ingredients, heat and moisture simultaneously act on the surface of each powder particle and transfer to the inside of the powder particle. The heat transfer relies on the molecular vibrations inside the powder particles to proceed quickly from the surface to the inside according to the temperature gradient. The transfer of moisture slowly penetrates inward through the capillary existing in the powder. In the two curves in Figure 1, one represents the time required for the moisture in the center of the powder to reach 30% from 12% to 30% when the periphery of the powder is wrapped in water; the other curve is that when the surrounding temperature of the powder is 95℃, the temperature of the core is determined by The time required for room temperature to reach 90°C.
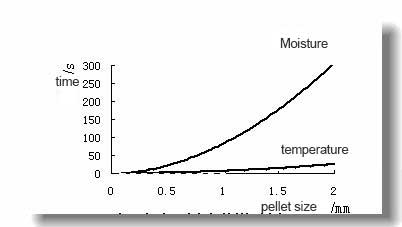
Figure 1 Moisture and temperature transfer time
The test results in Figure 1 reflect that the heat transfer rate is much faster than the water distribution transfer rate. Since quenching and tempering is a hydrothermal treatment of materials, the desired effect can only be achieved when moisture and heat act on the materials at the same time. The long time required for water transfer will affect the effect of hydrothermal treatment in quenching and tempering. Only by shortening the time required for water to completely wet the powder can increase the time for water and heat to act on all feeds.
The reduction of the particle size of the powder can increase the passage of water into the particle and reduce the distance from the water to the core of the particle, which is an effective measure to shorten the time required for infiltration. Therefore, reducing the particle size of raw materials within a certain range is a common method to improve the quenching and tempering effect.
From the perspective of individual powder particles, the smaller the particles, the shorter the time required to be completely wetted by steam. However, in the production of aquatic feed, not all finely pulverized materials can achieve the ideal moisture distribution in a short time. As the particle size decreases, the fluidity of the feed becomes poorer and tends to agglomerate. Under quenching and tempering conditions where the steam quality is much lower than the powder quality, a mass of dry inside and wet outside is often formed. In some experiments, the finer the pulverization, the worse the quenching and tempering effect, and the agglomeration of the powder may be the main reason. Measures such as improving the steam inlet mode of the conditioner, increasing the speed of the paddle and adjusting the deflection angle of the paddle can reduce the diameter of the fine powder material group to some extent.
The water transfer time curve shown in Figure 1 is consistent with the quadratic equation curve, that is, the time required to wet the core of the particle increases with the square of the particle size. When the particle size is large, the increase is considerable, but when the particle size is small, reducing the particle size will reduce the absolute amount of time required to wet the core of the particle is of little significance. Therefore, the actual production reflects that the quenching and tempering effect is the most ideal within a certain range of particle size.
3.2. Particle size and water resistance
In the hard granule pressing, under the action of the pressing roller and the pressing mold, the feed passes through the mold hole to form. The degree of physical changes such as deformation, adhesion, and adhesion during the passage of each particle is related to the particle size. Larger material size is difficult to soften and poor plasticity; small contact area between particles is easy to leave voids; materials with cohesive force are not easy to distribute uniformly, and materials without cohesive force are easier to fall off. These characteristics make it difficult to prepare hard-particle aquatic feeds with good water resistance from raw materials with large particle sizes. Different processing techniques are used to produce the same formula of aquatic hard pellet feed. The water resistance of the product is shown in Table 3.
Table 3 Influence of fine pulverization on water resistance of pellets
| Processing method | Intact rate of particles in running water for 10 minutes% |
| Not finely crushed, not tempered | 24.3 |
| Finely pulverized, not tempered | 74.5 |
| Without fine crushing and tempering | 78.9 |
| After fine pulverization and tempering | 88.0 |
Regardless of whether it is quenched and tempered before granulation, fine pulverization of raw materials is beneficial to improve the water resistance of the product. The results in Table 3 also reflect that both fine pulverization and conditioning are effective in improving the water resistance of the particles. The water resistance of the product can only be guaranteed when these two operations are properly coordinated
3.3. Particle size and particle surface
In the manufacture of hard pellet aquatic feed, the large powder in the raw material affects the surface quality of the product in three aspects. At both ends of the cylindrical pellet feed, the large particles make the cut uneven. The end surface of the potholes not only affects the appearance, but also increases the powder content of the pellet feed. During the molding process, the large particles and other surrounding materials are not uniformly stressed, which causes greater internal stress in the pellet feed. In operations such as cooling, drying, storage and transportation, the increase in internal stress causes cracks or breaks on the particle surface, which affects the uniformity of particle size and the smoothness of the surface; the colors of various raw materials are different. The color difference between various large-particle raw materials, the color difference between large particles and fine powder, leaves irregular spots on the surface of the pellet feed, giving people an uneven feeling.
Aquatic feed ingredients often contain raw materials with high crude fiber content such as bran and cake. Materials with high crude fiber content are not easy to soften and deform. Once they appear on the surface of extruded pellets, they often make the appearance of the pellets rough; large powder particles that exist on the surface of the pellets, such as the inconsistency of the surrounding materials, will cause surface problems. Unevenness; raw materials that fail to reach the molten state during the extrusion process will have an impact on the surface uniformity of the product, and the extent of the impact is related to the particle size of these raw materials.
After the raw materials are properly finely pulverized, under the same conditioning and extrusion conditions, on the one hand, the relative softening and deformation of the particles increase, and the mechanical force during the extrusion process can eliminate some edges and corners; on the other hand, the particle size is small, which affects the product. The influence of the unevenness of the surface is also small. To obtain extruded feed with a smooth surface, micro-crushing of raw materials is one of the effective measures. Especially when using a template with a hole diameter of less than 2mm to produce extruded feed, the large particle size of the raw material has an extremely significant effect on the surface quality of the feed.
The surface roughness affects the appearance of the extruded pellet feed and increases the powder content. However, there has not been any report about the influence of feed intake or digestibility due to the uneven surface. How much does the surface flatness or smoothness of the extruded pellets affect the breeding effect? How to put forward the requirements for the surface quality that is beneficial to the processing without detriment to the breeding? These issues still need to be studied and discussed.
4. Measures to avoid unqualified particle size
4.1. Choose suitable crushing equipment
For aquatic feed factories with a small variety of products, such as those specializing in the production of eel, turtle and turtle feed, or those specializing in the production of common fish feed, after a mill is selected when the factory is built, all products will be produced by the mill Shattered. When the product's requirements for crushing particle size change, the particle size can be adjusted in a small range by changing the screen or changing the speed of the centrifugal air classifier.

SFSP Fine-Grinding Hammer Mill
In this type of sfsp fine-grinding hammer mill manufacturer, whether the product size is appropriate or not is largely determined by whether the selected grinder is appropriate. Different types of crushing equipment are suitable for crushing products with different particle size requirements and different raw material characteristics. The use of a vertical micro-pulverizer to crush ordinary adult fish feed will greatly increase the processing cost due to the high cost of energy consumption and equipment wearing parts. To crush the eel or shrimp feed with an ordinary hammer mill with a sieve, it is bound to use a sieve with a very small sieve diameter. Even so, the particle size of the product is still not guaranteed, and the crushing output, power consumption, screen breakage speed and high material temperature will make it difficult for manufacturers to bear.
Crushing equipment will also cause changes in the size of crushed products in daily operation and management. The same pulverizer, after working for a period of time, the parts in contact with the material will wear out, and the gap between the hammering part and the fixed screen or tooth plate will increase. Even if other processing parameters are unchanged, the increase of the gap will obviously increase the size of the crushed product. Unconventional breakage of the pulverizer screen, automatic drift of the rotating speed of the centrifugal air classifier, or wind speed fluctuations can also be the reasons for improper pulverization of such manufacturers.
The other type of aquatic feed factory has a wide variety of products, including ordinary fish feed, shrimp feed and turtle feed. There are two different types of shredders in one production line. For specific raw materials and products, there are three options for crushing. When the particle size difference between the raw material and the product is large, the two types of crushing equipment are used in series, that is, the secondary crushing scheme of coarse crushing and fine crushing, which tends to have high output, low energy consumption, and more secure product particle size.
Even if two types of pulverizers are used, due to the variety of products, each type of pulverizer is required to change the product size within a larger range. For example, the micro-pulverizer is used to produce both shrimp feed and eel feed. The particle size requirements of shrimp feed and eel feed are different. In addition, the shrimp feed is divided into shrimp feed, medium shrimp feed and juvenile feed, etc. The eel feed is divided into eel feed, elver feed, black eel feed and white eel feed. For feed, etc., it is hoped to obtain 4-5 kinds of crushed products with different particle size specifications from one micro crusher.
In this type of manufacturer, the pulverized particle size has a wide range of changes, coupled with the high frequency of changes in the production variety, it is required to apply various adjustment methods such as processing flow, sieve size, feed volume, air volume, and speed during operation to adapt to changes in particle size requirements . And through detailed operation records to quantify the equipment operation requirements, in order to set appropriate parameters in time when the product variety changes.
4.2. The correct choice of raw materials without crushing
In the production of aquatic feed, some raw materials are directly mixed with other crushed raw materials without being crushed. The purpose of avoiding pulverization of some raw materials is to reduce the energy consumption of pulverization and increase the output, or to prevent certain raw materials from being destroyed during the pulverization process.
What kind of raw material can be determined as a non-pulverized raw material, firstly depends on the degree of damage during the pulverization process, and then the particle size. There are many vitamins whose physiological potency drops drastically during and after crushing. When purchasing vitamin raw materials, try to use fine powdered products. Some water-soluble raw materials, such as B vitamins, can be evenly distributed in the feed as long as they have enough particles. Although the particle size is large, the powder feed does not affect the nutritional value of the feed. Adding water and stirring before feeding the powdered feed makes these soluble raw materials become a solution and then adhere to other materials. The large particles in the powder form have disappeared before feeding.
Fixing some fine powdered protein source or energy source raw materials as raw materials without crushing can easily lead to unqualified product particle size. The origin and manufacturer of raw materials are different, and the particle size of raw materials of the same variety will be quite different. The raw materials produced by the same raw material manufacturer in different seasons or under different parameters have different particle sizes. Similar feeds require different feed crushing particle sizes during different growth periods of the feeding objects. The way to deal with these changes is to improve the raw material particle size testing system, compare the product particle size requirements in batches, and then decide on the types of raw materials that are free from crushing.
Mineral additive premixes are usually finer in particle size, but they are not suitable as raw materials without crushing in aquatic feed processing. One is that the amount of mineral additive premix is small, and avoiding pulverization has little contribution to increasing output and reducing power consumption; second, the mineral additive premix is easy to form a solid mass. Once the lumpy mineral additives enter the finished feed, it will pose a greater hidden danger to the health of the farmed animals.
4.3. Prevent the mixing of different products
For different types of aquatic animals or the different growth periods of similar aquatic animals, the required feed granularity varies greatly. On the same feed production line, the residues of the previous batch of feed in the equipment will enter the subsequent batch of feed. When changing varieties to produce fine-grained feed products, the large-particle raw materials of the previous batch of feed will affect the particle size quality of this batch of feed. Preventing the decrease in particle size caused by the mixing of products can be carried out from three aspects: cleaning between batches, scheduling of production operations, and adjustment of equipment and process routes.
During the production process, before changing to products with finer crushed particles, the mixer, hoist, screw conveyor, conditioner, and some silos and slide pipes and other equipment with residual materials need to be cleaned. Cleaning is carried out according to the production process, from front to back from front to back after the crusher.
Arrange the production of products with similar nutritional requirements and particle size requirements, and try to avoid direct conversion from products with low crushing requirements to products with high crushing requirements.
For aquatic feed factories with a certain production scale, it is not advisable to put ordinary fish feed and shrimp and crab feed, or powder feed and granular feed in the same production line. Different feeds differ greatly in raw material requirements, crushing particle size requirements, and nutritional requirements. The production of different types of aquatic feeds in the same production line will require a large amount of cleaning work to prevent mixing, which will reduce production capacity and increase the production cost of unit quality products. In factories with ample investment in equipment, the use of self-cleaning mixers with self-cleaning devices, self-cleaning bucket elevators, etc. can greatly reduce product quality degradation caused by intermixing.
4.4. Standardize the particle size testing system
The crushing particle size is one of the important processing quality indicators of aquatic feed. Standardized testing is a necessary guarantee measure for this quality index.
When installing an aquatic feed pellet production line, it is necessary to set up a sampling port after crushing and before conditioning. Obtain a sample of the crushed product or classified crushed product through the previous sampling port. The particle size of the sample can reflect the working condition of the crusher. Whether the sieve plate aperture is appropriate, whether the sieve plate is damaged, whether the adjustment of the classifier is reasonable, and the wear of the tooth plate and hammer parts can all cause the particle size of the sample to change. Samples are obtained before conditioning, and for powdered feed production, samples are obtained before the finished product is packaged. All the factors that affect the particle size will cause the particle size of the sample to change. If the particle size of the sample after pulverization is qualified, the cause of the unqualified particle size of the final product can be focused on the two aspects of avoiding pulverization and mixing.
Standardize the particle size testing system
The particle size test is carried out at two levels: inspector test and operator test. Laboratory technicians sample and test each product before quenching and tempering or at the finished product. The particle size determination is carried out according to industry standards or corporate standards, and the determination of whether the particle size is qualified or not is obtained from the measured data. Operators need to inspect the particle size of the crushed material three times at the beginning, middle and end of the production of each product. And at the start of production of each product, the particle size of the material before quenching and tempering is tested. The operator's inspection is coarse inspection, and an inspection sieve is selected according to the product requirements. The size of the inspection sieve is equivalent to the maximum allowable crushing particle size of the product. When a large amount of oversize is found on the inspection sieve, it is necessary to carefully inspect the equipment related to the product size such as the grinder and classifier to find out the cause of the large particles and make necessary adjustments in time. When starting to produce a certain batch of feed, the particle size of the intermediate product is tested after the mixing process. According to the test results, it is judged whether the raw materials without crushing are suitable.
The above is the article for you: Aquatic Feed Pellet Size Control Requirements and Particle Size Control Technology. If you are interested in our products or project solutions, please contact us. We will give you the best product quality and the best price. Email: enquiry@pellet-richi.com
Related Product




Production Line Equipment



related News
- >Uzbekistan 5t/h Aquatic Sinking Fish Feed Production Machine Line
- >Afghanistan 10t/h animal feed pellet line
- >Can You Send Me an Animal Feed Pellet Machine Quotation?
- >Cattle Feed Pellet Machine Solves the Problem of Cattle Feeding in
- >How to Make Cattle Feed Pellets? Is It Good for Cattle to Eat Feed
- >Rabbit Feed Pellet Machine and Feed Formula Technology
- >The Feed Pellet Machine Makes Corn Stalks Into Cattle and Sheep Fe
- >300kg-500kg Beef Cattle Feed Formula and Cattle Feed Pellet Machin
- >Large-scale Commercial Feed Factory Cattle Cow Feed Pellet Machine
- >Sunflower Pan Sunflower Straw Feed Pellet Process Producing Plant
Here you can submit any questions and we will get back to you as soon as possible. We will not disclose the information you submit to anyone, please rest assured.
Copyright© 2022 Richi Machinery. All rights reserved. Site Map
 Product Center
Product Center Get Latest Price
Get Latest Price