How to Deal With 8 Problems of Water Loss in Animal Feed Plant?
Date: 02/26/2021 09:23:38 From: feed-pellet-plant.com Clicks:
Various processes and conditions that occur during feed manufacturing can adversely affect feed quality and producers’ economics, organic acid blends are a useful tool supporting feed manufacturing efficiency, optimising feed integrity and supporting feed hygiene.
Below Dr Prince Nanda, Global Product Manager at Trouw Nutrition addresses 8 questions regarding feed processing and approaches to support moisture management and minimise production loss.
1. How can organic acids help minimise losses that can occur during feed production?
Friction during grinding in the manufacturing process generates heat which leads to moisture loss. The result can be lost weight of the feed produced and a sub-optimal pellet. A hydrating solution comprised of water mixed with blends of surfactants and organic acids introduced into the mixing process can improve wetting and absorptive properties of the feed. As moisture is distributed more evenly throughout the ingredients, the principles of surface tension support better binding and cooking in the conditioner. The surfactant’s binding abilities also optimise starch gelatinization and reduce moisture loss from the feed.
2. What is the economic implication for feed mills?
Optimising feed mill efficiency can increase not only moisture levels in feed, but also economics for feed mills. Table 1 provides a practical example based on a facility producing 36,000 tonnes of feed per year. The table assumes a moisture uplift benefit of 1% – a fairly typical result. Based on this average uplift benefit, the production and financial advantage amounts to 360 tonnes of additional feed weight equating to € 90,000.
Table 1 – Effect of moisture optimisation during feed production.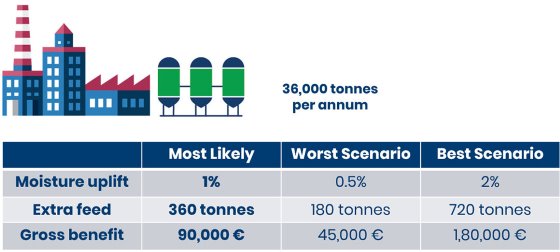
3. How effective are various measures used to reduce moisture loss during feed production?
Steam, added water and the use of hydrating solutions are 3 approaches to reducing moisture loss during feed production. Feed production practices using only steam during conditioning generally result in a 1% loss of moisture as feed ingredients go through the manufacturing process. When a concentration of 1.5% water is added into the mixer, moisture loss is reduced by .5%. The addition of an emulsifier with 1.5% added water can result in a break-even where lost moisture is recouped. Increasing the amount of water added to 3% water along with an emulsifier may even support a process gain in moisture – especially in dry environments.
4. How does the addition of moisture impact production efficiency?
Throughput refers to the amount of feed being processed per hour. Optimising moisture management has been shown to improve throughput. Based on analysis by Trouw Nutrition, throughput in the pelletiser can be improved about 10% by improving moisture management. Again, because the surfactant ensures an even spread of organic acids and water, the heat conductivity is improved and leads to better cooking during the feed conditioning process. The better cooking results in a higher level of starch gelatinization, which reduces friction in the pelletiser, allowing the equipment to improve production efficiency. Again, using an example of a feed mill producing 36,000 tonnes annually, a 10% increase in throughput equates to about 3,600 tonnes of additional product in the same amount of time.
5. How is the microbiological status of feed assessed?
Measuring risk is an important step in safeguarding feed safety. Measuring Colony Forming unit (CFU) of feed, stress tests and measuring carbon dioxide in feed samples are 3 measures used to assess the microbiological load in feed. Each of these methods has strength and weaknesses.
Measuring CFU is the most precise and reliable approach. However, as this method requires multiple analysis, it is not necessarily practical or efficient.
A stress test is highly practical for comparing the effectiveness of different products when it comes to measuring microbiological load. However, stress tests act as a prediction tool and cannot be used to compare products across different time periods. Such tests do not expose samples to the sustained stress environments seen in a typical study where samples may be exposed to 30°C temperatures for prolonged periods.
Finally, while measuring carbon dioxide levels in feed samples may give insight on contaminant growth over a period of time, this approach does not consider the source of the carbon dioxide in feed. For example, as yeast can generate carbon dioxide, it can be hard to determine whether the carbon dioxide in feed samples is coming from yeast or harmful moulds.
6. How do surfactants and organic acids support feed quality post-production?
Buffered blends of organic acids can help safeguard microbiological risks after feed leaves the mill and protect against recontamination risk across the distribution chain. The buffering of organic acids is essential to less evaporation and longer efficacy of the solution. As hygiene enhancers, organic acids also provide a good alternative to formaldehyde which has been banned in the EU for several years.
These benefits have been confirmed in various shelf life studies. For example, a study comparing a synergistic blend of organic acids and a surfactant (Fylax Forte-HC liquid) and formaldehyde found that the blend delivered 3 times better shelf life compared to formaldehyde. And while formaldehyde is a potent and aggressive compound in environments where its use is still permitted, it quickly evaporates. In studies where only water was used – without any hygiene enhancer, feed shelf life was reduced 33%. The addition of the surfactant and a buffered organic acid blend improved shelf life by 13%. (Figure 1)
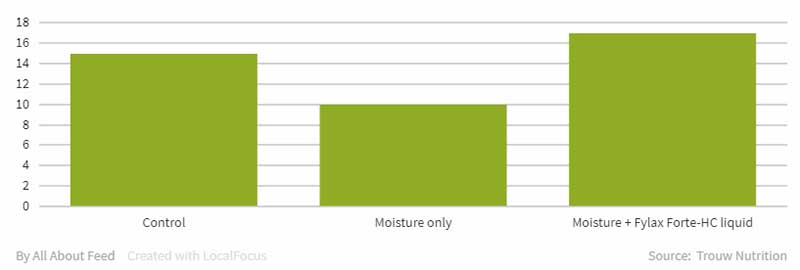
Figure 1 - Adding moisture and buffered organic acids and surfactants in a hydrating solution
increases the shelf life of feed.
7. How does optimising the moisture profile in feed affect sustainability?
Reducing friction during production contributes to reduced energy consumption. In feed manufacturing, the pelletiser accounts for 57% of energy consumed. Adding a surfactant reduces the friction and thus the energy required for the die to smash the particles in the pelletiser.
Again, using the example of a 36,000 tonne production facility, a 10% reduction in energy achieved via optimising moisture management, would equate to 7.2K€ annually in energy cost savings.
In terms of environmental resources, that savings equates to the carbon dioxide emissions resulting from 6 fewer cars driven annually or the carbon dioxide consumed by 33 acres of forests in one year.
8. How does moisture management in feed affect animal performance?
The Pellet Durability Index (PDI) is one of the most universal means for assessing the quality of pellets. The PDI is an assessment of what percentage of pellets will retain their structural integrity until they reach the feeders. Process moisture management analyses conducted by Trouw Nutrition shows close to a 5% improvement in pellet quality when moisture is optimised. The improvement is attributed to better steam penetration which leads to better starch gelatinization and a general “stickiness” that brings the various feed particles together, raising the PDI.

Figure 2 – Effect of pellet quality on poultry performance.
In general, a higher PDI means an animal has an increased resting period as it must spend less energy consuming the pellets or picking up smaller particles. This helps the animal conserve energy and the caloric value of the feed is enhanced compared to feeds requiring a higher level of energy to digest. From an animal performance perspective, Figure 2 shows research finding that the live weight of broilers was improved when birds were fed complete pellets as opposed to 100% fines or a 50/50 blend of fines and complete particles. Similarly, the research shows the feed conversion ratio is lowest when 100% pellets are used.
Advantages of Feed Pellets
- Transportation economy. After pelletization, the bulk density of the feed generally increased, which reduces the storage capacity and saves transportation costs.
- Avoid picky eaters. The compound animal feed formula has a variety of raw materials and is comprehensive in nutrition, which prevents the animal from picking up the favorite food from the powder and refuses to ingest other ingredients. Feeding loss can reduce because the pellet feed maintains uniformity during storage and feeding.
- Sterilization. Salmonella in animal feed. Salmonella retained in animal tissues when it is ingested by animals. Animal who eat this bacteria will get Salmonella gastrointestinal problems. The method of re-granulation by steam high-temperature quenching and tempering can kill the presence of Salmonella in animal feed.
- High rate of return. In the pelletizing process, due to the combined action of water, temperature and pressure, some physical and chemical reactions occur in the feed, gelatinization of the starch, and enhanced activity of the enzyme, which enables the animals to digest the feed more efficiently and transform into an increase in body weight. Feeding animal with pellet feed improves feed conversion compared to animal powder feed.
- Reduce pollution. Avoid automatic grading of feed ingredients. In the powder storage and transportation process, due to the different volume and quality of various powders, it is easy to produce classification. After the pellets formed, there is no classification of the feed ingredients, and the pellets are not easy to dust, and the particulates have less air and moisture pollution than the powder during the feeding process.
- Good liquidity. Easy to manage. Many powders, especially velvet feeds with a small specific gravity, often add molasses or high fat and urea feeds to the stock. Due to the good fluidity of the feed pellets, there is little sticking, and for those farms that use automated feeders to raise cows or poultry on a large scale, pellet feed is the most popular.
The above is the article for you: How to Deal With 8 Problems of Water Loss in Animal Feed Plant?. If you are interested in our products or project solutions, please contact us. We will give you the best product quality and the best price. Email: enquiry@pellet-richi.com
Related Product




Production Line Equipment


related News
- >Uzbekistan Gizak 1t/h-2t/h Animal Feed Processing Plant for Floati
- >Afghanistan 10t/h animal feed pellet line
- >Can You Send Me an Animal Feed Pellet Machine Quotation?
- >Animal Feed Processing Production Line Project With an Annual Outp
- >How to Buy Animal Feed?
- >Scientifically Feeding Animals With Cold-resistant Feed
- >How to Make Chicken Feed Pellets in Poultry Feed Plant?
- >Many Factors in Iran Affect the Animal Feed Industry
- >Demand for Alfalfa in the Global Animal Feed Pellet Market
- >Feed Extruder Improves the Production Efficiency and Quality of An
Here you can submit any questions and we will get back to you as soon as possible. We will not disclose the information you submit to anyone, please rest assured.
Copyright© 2022 Richi Machinery. All rights reserved. Site Map
 Product Center
Product Center Get Latest Price
Get Latest Price